




 Процесс высыхания лакокрасочных материалов, а также скорость образования лакокрасочного покрытия зависит от многих факторов, таких как температура, влажность, наличие грунта, тип подложки и т.д. Скорость высыхания лакокрасочного покрытия определяет технологический процесс отделки изделий, поэтому определение ее является обязательным при испытании лакокрасочного материала при внедрении его в производство. Различают «время высыхание до степени 3» , практическое высыхание и полное высыхание лакокрасочного покрытия.
Процесс высыхания лакокрасочных материалов, а также скорость образования лакокрасочного покрытия зависит от многих факторов, таких как температура, влажность, наличие грунта, тип подложки и т.д. Скорость высыхания лакокрасочного покрытия определяет технологический процесс отделки изделий, поэтому определение ее является обязательным при испытании лакокрасочного материала при внедрении его в производство. Различают «время высыхание до степени 3» , практическое высыхание и полное высыхание лакокрасочного покрытия.
Одним из таких показателей, занимающих постоянное место в отечественной технической документации, является «время высыхания до степени 3», характеризующее время, после которого можно оперировать с окрашенными изделиями (за исключением шлифования и складирования). Но, несмотря на простоту измерения, где требуется лишь стеклянная пластинка, секундомер и гирька весом 200г. (см. ГОСТ 19007), на производстве эта характеристика определяется очень редко, так как не отражает реальное время высыхания покрытий до необходимой степени в условиях производства.
Однако, в случае значительного отклонения времени высыхания от данных технической документации на лкм, указанный показатель может быть легко определен и использован для оформления претензии по качеству закупленного материала.
В технической информации на импортные материалы можно встретить такой термин как «время высыхания от пыли», который особенно важен для глянцевых лкм.
Определение степени высыхания импортных материалов производят по ИСО 1517, который устанавливает метод определения степени высыхания лкм воздушной сушки или высыхающего в результате химической реакции на воздухе.
Сущность метода заключается в нанесении на высушенную окрашенную поверхность стеклянных шариков. Покрытие считают «сухим», если все шарики можно удалить щеткой без повреждения поверхности. По данной методике определяют степень высыхания покрытия после определенного времени и результаты сравнивают с конкретными требованиями заказчика или определяют степень высыхания поверхности через определенные промежутки времени до достижения полного высыхания.
Для определения скорости высыхания покрытий «от пыли» разработано много различных методов, дающих возможность получать довольно точные результаты. Наиболее простой из них для воспроизведения это субъективное определение путем пробы пальцем. К высыхающему покрытию прикасаются пальцем, при этом условно принимают, что лакокрасочное покрытие высохло от пыли, если при легком прикосновении к нему пальцем на нем не остается следа. В то же время как высохшая от пыли пленка при надавливании на нее образует четкий отпечаток. Этот метод является очень субъективным, но за неимением на производстве специальных приборов позволяет приблизительно определить данный показатель.
Под « практическим высыханием» понимают время, необходимое для перехода лкм из жидкого состояния в достаточно твердое, допускающее проведение каких либо технологических действий (шлифование, нанесение последующих слоев лкм, а также проведение других технологических операций: возможность упаковки, транспортировки отделанных изделий без ущерба их качеству).
«Полное высыхание пленки» - характеризует более длительное время, связанное со старением самого покрытия, поэтому в производственных условиях проведение таких испытаний не обязательно, но для ориентировочного определения времени «полного высыхания» лакокрасочных покрытий можно воспользоваться методикой определения твердости, так как твердость лакокрасочного покрытия после истечения определенного времени становится постоянной величиной. Начальная точка постоянной твердости характеризует окончание высыхания лакокрасочного покрытия.
Твердость лакокрасочного покрытия – является важнейшим свойством, характеризующим его механическую прочность.
По мере высыхания лакокрасочных покрытий их твердость должна увеличиваться, а механические свойства должны улучшаться. Однако такое бывает не всегда, и максимальная твердость покрытия может быть достигнута прежде, чем закончится процесс его высыхания и требуемые механические показатели будут достигнуты.
В зависимости от того, каким методом испытывается твердость - получаются и разные результаты. Поэтому для получения сравнимых результатов твердость покрытий надо определять одним и тем же методом. Все применяемые методы определения твердости лакокрасочных покрытий в основном можно разделить на три группы:
- методы, основанные на определении усилия или работы, затрачиваемой при определенном механическом воздействии на покрытие (царапанье, истирание);
- методы, основанные на вдавливании твердого наконечника (шарика, конуса и др.) в поверхность испытываемого покрытия;
- методы, основанные на затухании колебания маятника.
Наиболее точным методом измерения твердости считается 3 метод, который в основном и используют в мебельной промышленности.
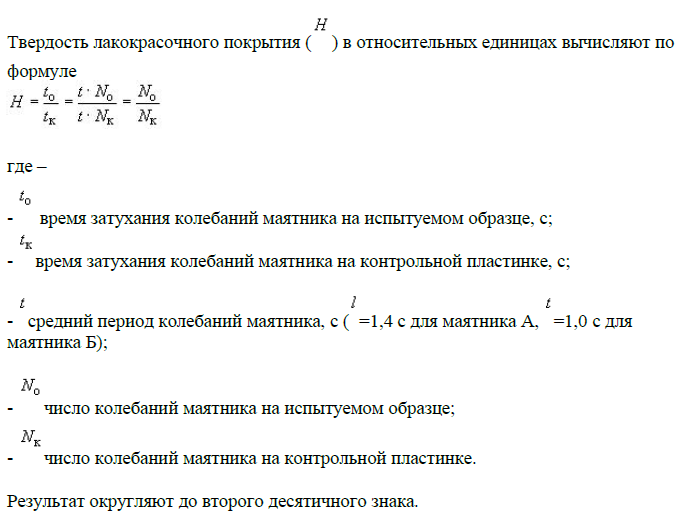
ГОСТ 5233 устанавливает метод определения твердости с помощью маятникового прибора. Твердость покрытия, определяемая по этому методу, является относительной величиной, и определяется как отношение времени затухания колебаний маятника, установленного на лакокрасочном покрытии ко времени затухания того же маятника, установленного на стеклянной пластинке. Показатель чрезвычайно важен при разработке и внедрении лакокрасочных материалов. Так, например, для нитролаков, лаков кислотного отверждения и полиуретановых лаков в мебельной промышленности, было установлено, что при твердости 0,5 усл.ед. ( по МЭ- 3) покрытия можно складировать в стопу, а при твердости 0,3 усл.ед. покрытия можно шлифовать.
Международный стандарт ИСО 1522 устанавливает метод определения твердости лкп с помощью маятникового прибора с маятниками типа Кенига или Персоза. Сущность метода заключается в определении времени затухания (числа колебаний) маятника при соприкосновении его с лакокрасочным покрытием. Причем показатель твердости по этому методу не является какой либо относительной величиной а определяется в секундах до падения амплитуды колебаний либо от 6 до 3 (маятник Кенига), либо от 12 до 4 ( маятник Персоза).
ГОСТ 5233 устанавливает метод определения твердости с помощью маятникового прибора. Твердость покрытия, определяемая по этому методу, является относительной величиной, и определяется как отношение времени затухания колебаний (числа колебаний) маятника, установленного на лакокрасочном покрытии ко времени затухания (числу колебаний) того же маятника, установленного на стеклянной пластинке.
1.Метод определения твердости лакокрасочного покрытия (лкп) по маятниковому прибору типа ТМЛ.
Маятниковый прибор с маятниками типа Кенига или Персоза, счетчиком числа колебаний, штативом и предметным столиком, на который помещают пластинки с арретирами для установки рамки маятника.
Маятник Кенига(А)
- противовес для регулирования собственной частоты; 2 - поперечина; 3 - рамка; 4 - стрелка; 5 - опорные шарики
Маятник Персоза(Б)

1 - поперечина; 2 - рамка; 3 - стрелка; 4 - противовес для регулирования собственной частоты; 5 - опорные шарики
Основные характеристики маятников должны соответствовать приведенным в таблице.
| Характеристика | Тип маятника | |
| А (Кенига) | Б (Персоза) | |
| Масса маятника, г | 200,0±0,2 | 500,0±0,1 |
| Средний период колебаний, с | 1,40±0,02 | 1,000±0,001 |
| Диаметр опорных шариков, мм | 5,000±0,005 | 8,000±0,005 |
| Угол отклонения, град | От 6 до 3 | От 12 до 4 |
| Твердость опорных шариков, HRC | 62-66 | 62-66 |
| Время затухания колебаний на контрольной пластинке ("стеклянное число"), с | 250±10 | Не менее 420 |
Примечания:
1. Время затухания равно числу колебаний маятника, умноженному на средний период колебаний.
2. Рекомендуемое значение времени затухания колебаний маятника Б на контрольной пластинке (460±30) с.
3. Допускается применение опорных шариков с твердостью, HRC, 63±3 для маятника А и 59±1,5 для маятника Б.
Подготовка к испытанию
Пластинки для нанесения лакокрасочного материала подготавливают по ГОСТ 8832. Размер пластинки должен быть приблизительно 100*100*5 мм., стекло для фотографических пластинок 9х12х1,2 по ТУ 21-0284461-058.
Способ нанесения лакокрасочного материала, количество слоев, условия сушки, толщина покрытий, время выдержки образцов перед испытанием указывают в нормативно-технической документации на лакокрасочный материал. Степень высыхания определяют по ГОСТ 19007.
Поверхность покрытия после высыхания должна быть ровной и гладкой.
Прибор устанавливают на прочное основание, исключающее влияние вибрации, и закрывают прозрачным колпаком.
Предметный стол прибора устанавливают горизонтально по уровню с помощью установочных винтов.
Перед каждой серией испытаний опорные шарики маятника протирают ветошью, смоченной растворителем, и вытирают насухо.
Прибор включают в сеть и выдерживают в течение 30 мин.
Перед началом испытаний маятник устанавливают на "нуль" отсчетной шкалы прибора.
Проведение испытания
В каждой серии испытания следует применять только один маятник, т.к. результаты испытаний с использованием маятников А и Б не сопоставимы.
По диапазону измеряемых значений твердости маятники А и Б идентичны. Однако на поверхностях с низким коэффициентом трения маятник Б может проскальзывать, в этом случае следует применять маятник А.
Условия проведения испытания
Испытание проводят при температуре (20±2) °C и относительной влажности воздуха (65±5)%, если нет других указаний в нормативно-технической документации на лакокрасочный материал.
Определение времени затухания колебаний маятника на контрольной пластинке ("стеклянное число").
Контрольную пластинку тщательно протирают растворителем, вытирают насухо и помещают на столик прибора, который плавно поднимают до соприкосновения с опорными шариками маятника. Проверяют установку маятника в нулевое положение.
Маятник А отклоняют на 6°, маятник Б - на 12°, не допуская бокового смещения опоры, и фиксируют с помощью ограничителя хода.
Маятник освобождают и определяют число колебаний по показанию счетчика при прекращении отсчета колебаний, после чего столик опускают, пластинку передвигают и повторяют испытание.
Измерение выполняют не менее чем в трех участках пластинки.
Проверку прибора по контрольной пластинке проводят до и после выполнения серии измерений. Время затухания колебаний должно соответствовать величине, приведенной в таблице.
Испытание образцов покрытий.
Контрольную пластинку заменяют пластинкой с испытуемым лакокрасочным материалом.
За результат испытания принимают среднее арифметическое полученных результатов измерения времени или числа колебаний маятника на контрольной пластинке и испытуемом образце покрытия.
Отклонение значений единичных измерений от среднего арифметического не должно превышать 3%.
Обработка результатов
2. Метод определение твердости лакокрасочного покрытия по маятниковому прибору типа М-3 или МЭ-3
Маятниковый прибор типа МЭ-3 - для определения твердости при температуре (20-200)°С (черт.3) или типа М-3 для определения твердости при температуре (20±2)°С.
Маятниковый прибор типа МЭ-3
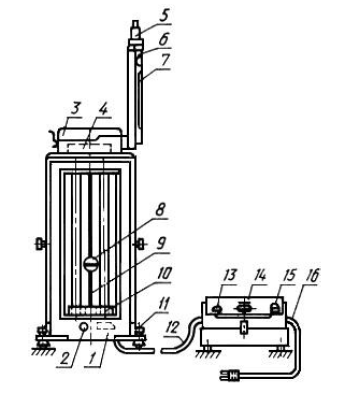
1 - футляр; 2 - пусковой механизм с кнопкой; 3 - термоизолирующая коробка; 4 -столик с электронагревателем; 5 - магнитный ключ; 6 - контактный термометр; 7 -контрольный ртутный термометр; 8 - груз; 9 - однострелочный маятник; 10 -шкала; 11 - регулировочный винт; 12 - электрический кабель; 13 - сигнальная лампа; 14 - поворотная колодка переключателя; 15 - рычаг включения; 16 - шнур питания
Маятниковый прибор типа М-3

1 - пусковой механизм; 2 - основание; 3 - шкала; 4 - установочные винты; 5 - груз; 6- двустрелочный маятник; 7 - штатив; 8 - соединительная планка; 9 - рамка; 10 -столик; 11 - стальные шарики; 12 - отвес
Общие требования к маятниковому прибору:
масса маятника - (120±1) г;
длина маятника, считая от точки опоры до конца стрелки, - (500±1) мм;
диаметр стального шарика (точки опоры) 7,938 мм по ГОСТ 3722;
шкала приборов должна быть разделена на градусы, в центре шкалы располагается нуль, по обе стороны от которого наносятся деления.
Для ослабления влияния вибрации на работу прибора он должен быть установлен на массивном столе или полке, расположенной на кронштейнах, укрепленных в капитальной стене.
2.2. Подготовка к испытанию
Шарики маятника периодически осматривают. При изнашивании поверхности шариков в точке соприкосновения их поворачивают или заменяют новыми.
Перед каждым испытанием шарики тщательно протирают ватой, смоченной этиловым эфиром или ацетоном, а затем сухой чистой марлей.
Пластинки -стекло для фотографических пластинок 9х12х1,2 по ТУ 21-0284461-058 подготавливают по ГОСТ 8832.
На пластинку наносят испытуемый лакокрасочный материал. Метод нанесения, время сушки, количество слоев, толщину покрытия, срок выдержки покрытия перед испытанием указывают в нормативно-технической документации на лакокрасочный материал.
Проведение испытания
Перед началом работы производят проверку маятникового прибора по "стеклянному числу" - времени затухания колебаний маятника, точки опоры которого лежат на пластинке из стекла, от 5 до 2°. Пластинку помещают на столик прибора.
Величина "стеклянного числа" должна быть (440±6)с. Регулировку прибора при установлении "стеклянного числа" проводят перемещением груза вверх или вниз по длине маятника.
Определение "стеклянного числа" проводят при температуре (20±2) °C и относительной влажности воздуха не более 70%.
"Стеклянное число" и время затухания колебаний маятника от 5 до 2° на испытуемом лакокрасочном покрытии определяют на маятниковом приборе в соответствии с инструкцией, приложенной к прибору.
Каждое повторное определение твердости проводят на новом участке пластинки.
Обработка результатов

За результат испытания принимают среднее арифметическое двух определений, расхождения между которыми не должны превышать 3%.
Точность метода при определении твердости на приборе одного типа при одинаковой температуре составляет ±0,02 условной единицы.
Величина твердости по прибору М-3 на 0,03 условной единицы больше, чем по прибору МЭ-3.